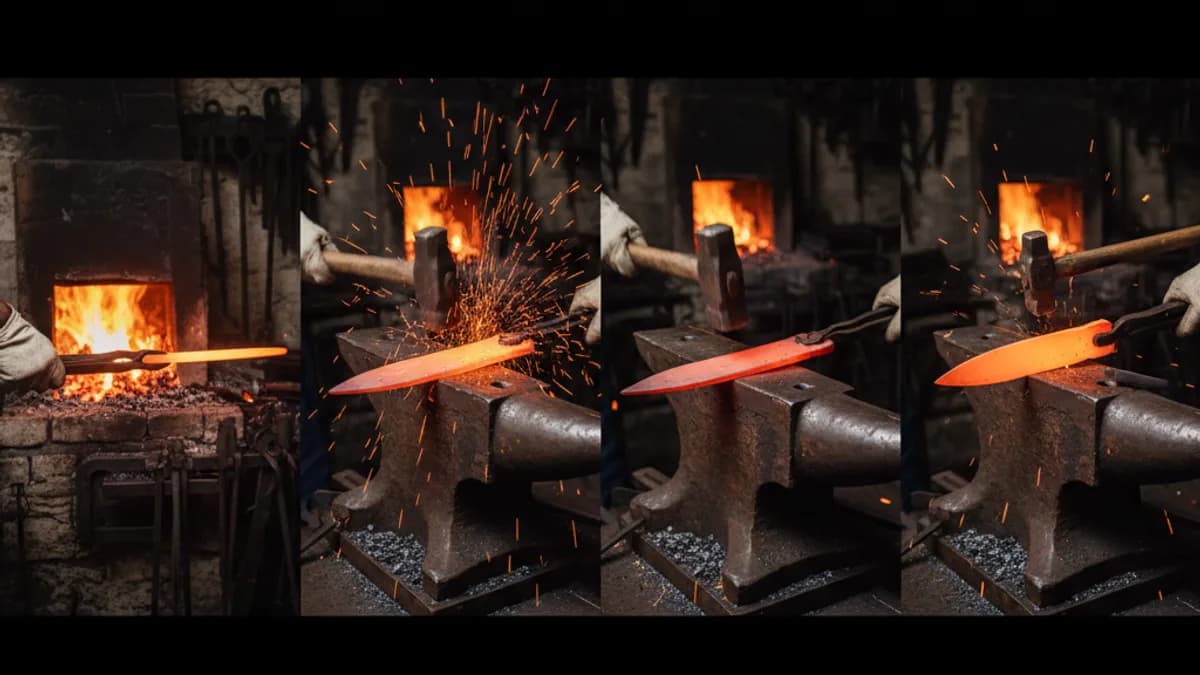
Forger un couteau est le projet de référence pour tout forgeron débutant. Ce guide vous emmène de la barre d'acier brute jusqu'à une lame fonctionnelle, étape par étape, avec les températures et techniques adaptées à un atelier amateur.
Table des matières
- Ce dont vous avez besoin
- Étape 1 : Préparer et tracer le profil
- Étape 2 : Normalisation
- Étape 3 : Dégager la soie
- Étape 4 : Forger l'épaulement
- Étape 5 : Étirer et profiler la lame
- Étape 6 : Former la pointe
- Étape 7 : Dégager le biseau primaire
- Étape 8 : Planage et correction
- Étape 9 : Meulage du profil et du biseau
- Étape 10 : La trempe
- Étape 11 : Le revenu
- Étape 12 : Finition et affûtage
- Spécificités par type d'acier
- Contrôles qualité et validation
- Les erreurs les plus communes
- Erreurs fréquentes du débutant
- Défauts courants et solutions
- Exemples concrets par profil de forgeron
- Résultats réalistes pour un premier couteau
- Questions fréquentes
📌 Ce qu'il faut retenir
- Le XC75 ou le 1084 sont les aciers recommandés pour un premier couteau : disponibles en France, prévisibles à la trempe
- Un premier couteau de 100-130 mm de lame est plus facile à maîtriser qu'une lame longue
- Laissez au moins 1 mm d'épaisseur au fil après forge - ne descendez pas trop fin avant la trempe
- Faites le revenu dans les 30 minutes après la trempe : une lame non revenue peut fissurer
- Le test de la lime (elle doit glisser sans accrocher) valide une trempe réussie
- Les imperfections du premier couteau sont normales et attendues - l'objectif est d'apprendre le processus
Ce dont vous avez besoin
Matériaux :
- Barre d'acier XC75 ou 1084, section 25×5 mm ou 30×6 mm, longueur 200-250 mm
- Huile de trempe (canola ou huile moteur propre)
- Papier de verre : 80, 120, 220, 400 grains
Outils :
- Forge à gaz ou au charbon
- Enclume
- Marteau de forge 1-1,5 kg
- Pinces adaptées (pour section plate ~25 mm)
- Meuleuse d'angle
- Pied à coulisse
- Bac de trempe (acier, minimum 3 L d'huile)
- Four de cuisine pour le revenu
Protection :
- Lunettes de protection
- Tablier en cuir
Pour un guide complet sur le choix de l'acier, consultez notre article quel acier pour forger un couteau débutant. Pour vous équiper, référez-vous à notre liste des outils indispensables pour la forge.
| Étape | Température | Durée approximative | Points critiques |
|---|---|---|---|
| Normalisation | 850-900°C | 30 min | Refroidissement lent à l'air |
| Forge générale | 800-950°C | 3-6 heures | Ne jamais frapper en dessous du rouge |
| Trempe XC75 | 820°C | 2-3 min | Point non-magnétique + 50°C |
| Revenu | 180-200°C | 2×1 heure | Faire dans les 30 min post-trempe |
Étape 1 : Préparer et tracer le profil
Avant de mettre l'acier au feu, tracez votre profil de couteau sur papier ou reportez un gabarit sur la barre.
Dimensions d'un premier couteau typique :
- Longueur de lame : 100-130 mm (couteau polyvalent)
- Largeur maxi : 30-35 mm
- Épaisseur dos : 4-5 mm
Un couteau trop long pour un premier projet est plus difficile à gérer à la forge et à la trempe. 100-130 mm de lame est la bonne longueur pour apprendre.
Reportez les dimensions au marqueur sur la barre. Vous verrez le profil disparaître et réapparaître pendant la forge — c'est normal, tracez à nouveau si besoin.
💡 Bon à savoir
Prenez l'exemple de Jean, forgeron amateur lyonnais : pour son premier couteau, il avait voulu faire une lame de 180 mm. Résultat : difficultés à maintenir la chauffe homogène, trempe inégale, et abandon du projet à mi-parcours. Son second couteau de 120 mm s'est parfaitement réussi.
Étape 2 : Normalisation
Avant la forge, normalisez votre barre :
- Chauffez à l'orange vif (850-900°C)
- Laissez refroidir à l'air
- Répétez 2-3 fois
Cela réduit les contraintes internes et homogénéise la structure. Facultatif sur de l'acier neuf étiqueté, mais bonne habitude.
⚠️ Attention
Ne refroidissez jamais à l'eau lors de la normalisation — le refroidissement doit être lent pour détendre la structure cristalline de l'acier.
Étape 3 : Dégager la soie (tang)
La soie est la partie qui entre dans le manche. Elle est moins large et moins haute que la lame.
- Chauffez la barre à l'orange vif
- Posez la partie qui deviendra la soie sur le bord de l'enclume (ou utilisez un hardy hot cut pour marquer)
- Frappez pour réduire l'épaisseur de la future soie (visez environ 6-8 mm d'épaisseur)
- Revenez en chauffe dès que la couleur passe sous l'orange
Après cette étape, vous avez une barre avec une "marche" : la soie d'un côté, la future lame de l'autre.
Étape 4 : Forger l'épaulement (épaule)
L'épaulement (ou ricasso shoulder) est la transition nette entre la soie et la lame. Elle sera perpendiculaire au tranchant.
- Chauffez à l'orange vif
- Posez la pièce sur le bord de l'enclume, juste au niveau de la transition soie/lame
- Frappez perpendiculairement pour former un angle net
Prenez votre temps : cette zone définit la longueur finale de la lame. Trop court = lame courte, trop long = soie courte.
Étape 5 : Étirer et profiler la lame
C'est l'étape centrale. Vous allez allonger et aplatir la future lame pour lui donner son profil.
- Chauffez à l'orange vif
- Sur la table de l'enclume, frappez le plat de la lame pour l'allonger
- Travaillez de la pointe vers l'épaulement, pas dans l'autre sens
- Tournez la pièce à 90° périodiquement pour maintenir l'épaisseur au centre
⚠️ Attention
Frapper trop fort et trop vite. Des coups modérés et réguliers permettent de contrôler la forme.
Visez une lame d'épaisseur régulière de la base à la pointe, avec un léger allongement vers la pointe.
Étape 6 : Former la pointe
La pointe se forme en biseautant progressivement l'extrémité.
- Chauffez à l'orange vif
- Posez la lame en biais sur le bord de l'enclume (45°)
- Frappez progressivement pour converger vers la pointe
- Alternez dos et tranchant pour maintenir la symétrie
La pointe est la zone la plus fine — elle refroidit vite. Remettez en chauffe souvent.
Étape 7 : Dégager le biseau primaire
Le biseau (bevel) est la partie biseautée qui mènera au tranchant. En forge, on commence à établir le biseau grossier — la finition se fera à la meuleuse.
- Chauffez à l'orange vif
- Sur le bord de l'enclume ou avec un marteau à panne transversale, commencez à amincir le côté tranchant
- Travaillez des deux côtés pour maintenir la symétrie
- Ne descendez pas trop fin en forge — laissez ~1 mm d'épaisseur minimum au fil avant la trempe
Un biseau trop fin à la forge = risque de déformation ou de fissure à la trempe.
Étape 8 : Planage et correction
Avant de passer au meulage, vérifiez que la lame est droite.
- Posez la lame froide à plat sur l'enclume
- Regardez à contre-jour pour voir les "hauts"
- Chauffez légèrement les zones à corriger (rouge cerise)
- Redressez avec des coups légers
Une lame droite à ce stade facilitera toutes les étapes suivantes.
Étape 9 : Meulage du profil et du biseau
Avec la meuleuse ou la ponceuse à bande :
- Dégrossir le profil pour éliminer les grosses irrégularités
- Aplatir la face de la lame si nécessaire
- Établir le biseau définitif — régulier des deux côtés
- Ne jamais chauffer la lame au-delà de ce que vous pouvez toucher à la main (> 60°C = risque de recuit partiel)
💡 Bon à savoir
Plongez régulièrement la lame dans l'eau froide pendant le meulage pour la maintenir froide.
Laissez 0,5-1 mm d'épaisseur au fil après meulage. Il affûtera après la trempe.
Étape 10 : La trempe
- Chauffez l'huile de trempe à ~50-60°C
- Chauffez la lame progressivement et uniformément jusqu'au point de non-magnétisme + 50°C environ (orange clair, ~820°C pour le XC75)
- Plongez la pointe en premier dans l'huile, mouvement avant-arrière continu
- Maintenez jusqu'à refroidissement complet (2 minutes)
- Testez avec une lime : elle doit glisser sans accrocher
Pour comprendre en détail le processus de trempe et les erreurs à éviter, consultez notre guide complet trempe et revenu.
Étape 11 : Le revenu
Immédiatement après la trempe :
- Nettoyez légèrement la lame au papier abrasif pour voir la couleur
- Placez dans un four préchauffé à 180-200°C
- Laissez 1 heure
- Sortez et laissez refroidir à l'air
- Répétez une deuxième fois
Après le revenu, la lame doit être moins brillante légèrement jaunâtre (oxide de revenu).
Étape 12 : Finition et affûtage
- Reprenez au papier de verre : 80 → 120 → 220 → 400 grains
- Travaillez toujours dans le même sens pour chaque grain
- Établissez le fil final à la pierre à aiguiser ou à la bande de cuir chargée de pâte abrasive
- Testez : le couteau doit couper le papier sans accrocher
Spécificités par type d'acier
XC75 (acier français de référence)
Le XC75 (0,75% de carbone) est l'acier le plus recommandé pour débuter en France. Disponible chez tous les grossistes métaux, il offre un comportement prévisible et des résultats fiables.
Paramètres spécifiques :
- Trempe : 820°C (orange clair, non-magnétique + 50°C)
- Huile de canola ou tournesol chauffée à 50-60°C
- Revenu : 180°C pour usage cuisine, 200°C pour usage outdoor
- Dureté finale : 58-62 HRC
Pierre, forgeron amateur bordelais : "Mon premier couteau en XC75 m'a pris 3 tentatives de trempe pour comprendre la température. Maintenant, j'en forge 5 par mois sans échec — c'est un acier qui pardonne."
1084 (acier américain, disponible en import)
Plus riche en carbone (0,84%), le 1084 offre une fenêtre de trempe plus large — plus tolérant aux variations de température.
Paramètres spécifiques :
- Trempe : 790-830°C (fenêtre large)
- Huile ou eau selon l'épaisseur
- Revenu : 175°C pour 60-62 HRC, 200°C pour 58-60 HRC
- Excellent pour lames fines
Aciers de récupération (ressorts, lime)
⚠️ Attention
Les aciers de récupération (ressorts auto, limes usagées) sont tentants par leur gratuité, mais leur composition inconnue rend la trempe imprévisible. Réservez-les aux projets d'apprentissage sans enjeu — pas pour votre premier "vrai" couteau.
Contrôles qualité et validation
Tests de validation post-trempe
Test de la lime : immédiatement après trempe, une lime douce doit glisser sur la lame sans accrocher. Si elle mord, la trempe a échoué.
Test de flexion : après revenu, la lame doit fléchir légèrement sans casser. Une lame qui ne plie pas du tout est sous-revenue (fragile), une lame qui plie beaucoup est sur-revenue (molle).
Test de coupe papier : un couteau correctement affûté doit couper une feuille de papier tenue librement, sans la déchirer.
Contrôles dimensionnels
| Zone | Épaisseur idéale | Tolérance acceptable | Impact si hors-cote |
|---|---|---|---|
| Dos de lame | 3-4 mm | ±0,5 mm | Solidité générale |
| Mi-hauteur lame | 2-2,5 mm | ±0,3 mm | Géométrie de coupe |
| Avant-fil | 0,8-1 mm | ±0,2 mm | Facilité d'affûtage |
| Soie (épaisseur) | 6-8 mm | ±1 mm | Solidité emmanchement |
Défauts acceptables sur un premier couteau
- Légères ondulations de surface (se corrigent au ponçage)
- Asymétrie de biseau < 0,5 mm (invisible à l'usage)
- Pointe légèrement décalée (fonctionnellement neutre)
- Ricasso pas parfaitement perpendiculaire (esthétique uniquement)
Défauts rédhibitoires nécessitant une refonte
- Trempe ratée (lime mord)
- Fissures visibles
- Courbure > 3 mm sur la longueur
- Épaisseur au fil > 2 mm (inaffûtable)
Les erreurs les plus communes
Lame qui se courbe à la trempe : lame mal épaissie, chauffe non homogène, ou plongée de côté. Rectifiez immédiatement après trempe si la lame est encore chaude.
Trempe échouée (lime mord) : acier trop froid, mauvais acier, ou refroidissement trop lent. Vous pouvez retremper — chauffez à nouveau et trempez.
Fissure dans la lame : souvent due à une lame trop fine au tranchant à la trempe, ou à une trempe eau avec un acier sensible. À éviter : retremper n'aidera pas, recommencez avec une nouvelle lame.
Erreurs de forge les plus coûteuses
Brûler l'acier (étincelles blanches) : température > 1100°C, l'acier perd du carbone en surface. La zone brûlée ne trempera pas correctement. Solution : meulez jusqu'à retrouver l'acier sain, ou recommencez.
Marquer l'acier à coups de marteau : frappes sur acier trop froid ou avec un marteau ébréché. Ces marques profondes nécessitent un meulage important. Préventif : maintenez toujours l'acier à l'orange vif, entretenez vos marteaux.
Décarburisation : exposition prolongée à l'air chaud, l'acier perd son carbone en surface. Invisible à l'œil, mais la trempe sera molle. Préventif : travaillez rapidement, utilisez un flux protecteur si disponible.
Erreurs fréquentes du débutant
Voici les erreurs les plus souvent constatées chez les débutants et les corrections à apporter :
Erreurs de préparation et de planification
Manque de préparation avant trempe : Alexis, débutant nantais, a commencé sa trempe sans préchauffer l'huile ni préparer le four pour le revenu. Résultat : trempe ratée et revenu fait 3 heures plus tard au lieu de 30 minutes. Sa lame s'est fissurée le lendemain.
💡 Bon à savoir
Préparez tout l'équipement de trempe et revenu avant d'allumer la forge. Huile préchauffée, four à 180°C, chronomètre prêt — la trempe ne se reporte pas.
Mauvaise estimation des temps : Un premier couteau prend 8-12 heures de travail effectif, réparties sur plusieurs séances. Ne vous lancez pas dans un projet "couteau fini en une soirée".
Erreurs techniques les plus communes
1. Frapper trop fort, trop vite Le réflexe naturel est de frapper fort. En forge, des coups modérés et réguliers donnent plus de contrôle et permettent d'observer la déformation après chaque frappe. Solution : réduisez la puissance de moitié et doublez la fréquence — vous avancerez aussi vite, mais avec bien plus de précision.
2. Travailler l'acier trop froid Frapper un acier en dessous du rouge-orange résiste, fatigue, et peut créer des micro-fissures. La règle : si l'acier ne brille plus à l'orange, il retourne dans le feu, même si vous n'avez fait que 2-3 coups. Ne jamais pousser sur un acier qui résiste.
3. Négliger la symétrie du biseau Un biseau travaillé d'un seul côté donne une lame qui dévie en coupe. Alternez régulièrement les deux faces et vérifiez avec un pied à coulisse à chaque chauffe. Corriger une asymétrie tôt prend 2 minutes ; corriger à la meuleuse en prend 30.
4. Faire le revenu trop tard (ou ne pas le faire) Une lame trempée laissée sans revenu, même quelques heures, peut fissurer spontanément ou à la première contrainte. Le revenu doit se faire dans les 30 minutes après la trempe — préparez votre four avant de commencer la trempe.
5. Sous-estimer l'importance du meulage pré-trempe Un meulage bâclé avant trempe se paie cher après : l'acier trempé est 3 fois plus dur à meuler qu'avant trempe. Prenez le temps de bien finir le profil et le biseau avant la trempe — vous économiserez des heures de ponçage post-trempe.
6. Négliger la géométrie du biseau Un biseau irrégulier (plus épais d'un côté) rend l'affûtage difficile et la coupe imprécise. Contrôlez l'épaisseur au pied à coulisse tous les 2 cm le long du tranchant. L'écart ne doit pas dépasser 0,2 mm.
Erreurs spécifiques par nationalité d'acier
Avec le XC75 : Caroline, amateur toulousaine, chauffait systématiquement trop — 950°C au lieu de 820°C. Ses lames sortaient molles de trempe. L'XC75 a une fenêtre étroite — respectez les 820°C.
Avec le 1084 : Miguel, forgeron amateur barcelonnais travaillant en France, utilisait de l'eau de trempe comme en Espagne. Le 1084 français nécessite de l'huile pour éviter les fissures — adaptation locale nécessaire.
Validation et contrôles oubliés
Test de la lime omis : 30% des débutants oublient ce test crucial. Une lime qui mord après trempe = trempe ratée, même si la lame "semble" dure.
Contrôle d'épaisseur insuffisant : mesurez l'épaisseur du biseau tous les 2 cm avec un pied à coulisse. Une variation > 0,3 mm nécessite correction avant trempe.
Erreurs de finition courantes
Affûtage prématuré : Claire, débutante marseillaise, a voulu affûter sa lame directement après le revenu avec des traces de meulage encore visibles. Résultat : fil irrégulier et difficile à maintenir. Finissez d'abord au papier 400, puis affûtez.
Défauts courants et solutions
Déformations et courbures
| Défaut | Cause principale | Prévention | Correction possible |
|---|---|---|---|
| Lame courbe latéralement | Forge asymétrique | Alterner les faces régulièrement | Redressage à chaud léger |
| Courbure longitudinale | Contraintes de trempe | Épaisseur homogène, plongée droite | Redressage immédiat post-trempe |
| Pointe déviée | Formation asymétrique | Frappes alternées précises | Reprise à la meuleuse |
| Épaulement oblique | Positionnement imprécis | Traçage précis, contrôle fréquent | Reprise au burin à chaud |
Défauts de trempe récurrents
Trempe partielle (zones molles) : chauffe insuffisante ou inégale. Solution : réchauffez uniformément à 820°C et retempez. La plupart des aciers supportent 2-3 retrissements sans dommage.
Fissures de trempe : contraintes excessives dues à un refroidissement trop brutal ou une géométrie fragile (tranchant trop fin). Préventif : laissez 1 mm au fil, utilisez de l'huile préchauffée.
Zones trop dures (fragiles) : décarburisation ou surchauffe localisée. Ces zones apparaissent blanches après polissage et se fissurent facilement. Solution : meulage jusqu'à l'acier sain.
Exemples concrets par profil de forgeron
Le retraité méticuleux : Claude, 67 ans, Normandie
Profil : ancien mécanicien, habitué des mesures de précision. Premier couteau : 15 heures réparties sur 3 semaines, XC75 de 115 mm. Approche : contrôles fréquents au pied à coulisse, progression lente mais sûre. Résultat : couteau quasi-professionnel dès la première tentative, finition impeccable.
"J'ai traité ça comme une pièce mécanique. Mesures tous les centimètres, températures notées, timing respecté à la minute près. Mon couteau est moins 'artisanal' que ceux de mes collègues de club, mais il coupe parfaitement."
L'impatient créatif : Emma, 34 ans, graphiste reconvertie
Profil : artistique, vient de la céramique, attirée par l'aspect créatif. Premier couteau : 3 tentatives, progression rapide après échecs initiaux. Approche : intuitive, nombreux essais-erreurs. Résultat : troisième couteau excellent, style personnel marqué.
"Mes deux premiers couteaux sont au mur comme 'souvenirs d'apprentissage'. Le premier : trempe ratée (trop impatiente). Le second : revenu oublié, fissuré le lendemain. Le troisième : parfait et magnifique."
L'autodidacte déterminé : Kevin, 28 ans, technicien informatique
Profil : YouTube University, forum specialist, théorie solide avant pratique. Premier couteau : préparation 2 mois, réalisation 1 week-end intensif. Approche : recherche exhaustive, matériel optimal, exécution méthodique. Résultat : couteau professionnel, technique maîtrisée rapidement.
"J'ai regardé 50 vidéos avant de toucher un marteau. Mes collègues se moquaient, mais mon premier couteau était meilleur que leur troisième. La théorie, ça compte."
Le passionné traditionnel : Ahmed, 45 ans, artisan maroquinier
Profil : déjà manuel, recherche de l'authenticité, méthodes traditionnelles. Premier couteau : forge au charbon, outils anciens, techniques classiques. Approche : apprentissage progressif, respect des traditions. Résultat : couteau rustique mais efficace, caractère authentique fort.
"Pas de thermomètre, pas de four électrique. Comme nos grands-pères : couleur du métal, température du revenu à l'œil. Mon couteau n'est pas 'parfait' techniquement, mais il a une âme."
Résultats réalistes pour un premier couteau
Attentes réalistes vs. perfectionnisme
Ce qui est normal pour un premier couteau :
- Finition légèrement rugueuse (grain 220-400 au lieu de 800+)
- Asymétrie mineure du biseau (< 0,5 mm d'écart)
- Profil légèrement irrégulier
- Pointe pas parfaitement centrée
- Épaulement pas absolument perpendiculaire
Ce qui doit être fonctionnel :
- Trempe réussie (test de la lime)
- Revenu correct (flexibilité appropriée)
- Géométrie générale cohérente
- Capacité de coupe effective
Performances attendues
Un premier couteau correctement réalisé doit :
- Couper le papier proprement
- Trancher une tomate sans l'écraser
- Garder son tranchant sur 15-20 minutes de travail continu
- Se réaffûter facilement
Durée de vie et évolution
Durabilité : un premier couteau bien trempé et revenu dure des années avec un entretien normal. Les imperfections esthétiques n'affectent pas la fonction.
Évolution des compétences : la différence entre le 1er et le 5e couteau est spectaculaire. Ne vous découragez pas si le premier n'est pas parfait — il s'agit d'apprendre, pas de faire un chef-d'œuvre.
| Couteau n° | Temps moyen | Taux de réussite trempe | Qualité finition | Satisfaction forgeron |
|---|---|---|---|---|
| 1er | 10-15h | 60% | Basique | Fierté d'avoir terminé |
| 2e-3e | 8-12h | 85% | Correcte | Confiance acquise |
| 5e+ | 6-8h | 95% | Bonne à excellente | Maîtrise du processus |
Questions fréquentes
Quel acier choisir pour débuter absolument ?
Le XC75 reste la référence en France : disponible partout, comportement prévisible, prix accessible (15-20€ pour une barre suffisante). L'alternative 1084 est excellente mais plus chère et moins disponible. Évitez absolument les aciers de récupération pour un premier couteau sérieux.
Combien coûte réellement un premier couteau fait maison ?
Comptez 40-60€ pour un premier couteau complet : acier (15-20€), consommables (papier de verre, huile de trempe : 10-15€), gaz/charbon (10-15€). Les outils sont un investissement séparé. C'est plus cher qu'acheter un couteau industriel, mais l'apprentissage n'a pas de prix.
Peut-on forger un couteau sans enclume professionnelle ?
Oui, mais avec des compromises. Une enclume de 30-50 kg minimum est recommandée, mais on peut débuter avec une masse posée sur un billot stable. Évitez les "enclumes" de 5-10 kg qui rebondissent plus qu'elles n'aident. Une bonne alternative : bloc d'acier massif de récupération (minimum 40 kg).
La trempe à l'eau est-elle vraiment dangereuse ?
Pour les débutants et les aciers au carbone simple (XC75, 1084), la trempe eau présente plus de risques que d'avantages : fissuration fréquente, contraintes importantes, résultats imprévisibles. L'huile préchauffée (50-60°C) offre un refroidissement plus contrôlé et pardonne davantage les erreurs de température.
Comment savoir si ma trempe a réussi sans matériel professionnel ?
Le test de la lime reste infaillible : une lime douce doit glisser sur l'acier trempé sans accrocher. Si elle "mord" (accroche et entaille), la trempe a échoué. Complétez par le test de flexion après revenu : la lame doit fléchir légèrement sous contrainte sans casser ni se plier définitivement.
Faut-il absolument un four pour le revenu ?
Un four de cuisine suffit parfaitement et donne des résultats plus précis que les méthodes traditionnelles. Température stable, timing précis, résultats reproductibles. Les méthodes "au chalumeau" ou "à la couleur" sont spectaculaires mais moins fiables pour débuter. Investissement minimal pour résultats optimaux.
Mon premier couteau peut-il vraiment être utilisé en cuisine ?
Absolument, si la trempe et le revenu sont corrects. Un couteau "imparfait" esthétiquement mais bien traité thermiquement surpasse un couteau industriel bas de gamme. Les imperfections de surface ou d'asymétrie mineure n'affectent pas la fonction. Beaucoup de forgerons utilisent quotidiennement leur premier couteau des années après l'avoir forgé.